 | +37 |
Электролобзик - очень демократичен и универсален.С большим или меньшим успехом этот скромный труженик, созданный для решения всего одной задачи (криволинейной резки тонких материалов), способен заменить: • фрезер - криволинейное выпиливание, врезка несложных элементов, открытые сочленения типа шип-паз; • ручную ножовку - разделка и подгонка по месту не слишком массивных пиломатериалов; • сабельную пилу - подгонка смонтированных пиломатериалов вблизи стыков, на высоте и в других случаях, где ручная ножовка неудобна; • углошлифовальную машину - резка не слишком массивных заготовок из металла, разделка жести, кафельной плитки, листовых материалов на основе цемента 
НАЗНАЧЕНИЕ Названные выше «непрофильные» операции выполняются лобзиком с рядом ограничений, иногда весьма существенных. Впрочем, когда перечисленного арсенала под рукой нет, подобные размышления вряд ли уместны. Разговор о способах применения начнем все же с тех работ, на которые инструмент изначально рассчитан. В современном строительстве очень популярны листовые материалы: гипсокартон, ацеит, ламинированные панели; часто в ход идут искусственные аналоги «вагонки» - панели из винила, МДФ или металла. В этих случаях за слоем отделки остаются пустоты, что позволяет использовать в большом
количестве всевозможные встроенные элементы (светильники, выключатели, розетки и т.п.). Размещать их удобнее, когда материал уже смонтирован. Тут и пригодится лобзик - с его помощью аккуратно и быстро выпиливают отверстия любой формы. С подобными же проблемами сталкиваются сборщики кухонной мебели: им нередко приходится вырезать отверстия в столешницах под мойки, монтировать блоки розеток на декоративные панели, делать «ходы» для подводки воды и стока. Элементы интерьера и детали мебели тоже иной раз требуют скругления, и если в условиях серийного производства поможет фрезер с шаблоном и/или ленточнопильный станок, то домашнему умельцу или начинающему мастеру без лобзика не обойтись. Когда речь идет о работе на выезде, велик соблазн заменить и циркулярную пилу - в ряде случаев это с успехом удается. Действуя лобзиком, никакие шаблоны не используют, в основном полагаясь только на разметку. В этом есть свой «плюс» (меньше подготовительных действий) и свой «минус» (выше ответственность оператора). Впрочем, самая серьезная опасность, подстерегающая пользователя, связана не с «курсовой устойчивостью», а с поперечным уводом полотна от вертикали. Для неопытного человека это часто бывает неожиданностью: с верхней стороны заготовки рез идет точно по линии и придраться к качеству трудно, тогда как снизу вместо прямой появляется «волна» или же пилка уходит в одну сторону
(характерно для круговых резов). Другая проблема актуальна лишь в некоторых случаях - сколы на лицевой поверхности заготовки. Решают эти две задачи схожими методами: подбором пилки и режима работы. Начнем со второго. РЕГУЛИРОВКИ Современные лобзики обычно снабжены тремя регулировками. Первая - наклона подошвы - используется крайне редко, поскольку там, где применение лобзика наиболее целесообразно, надобности в косых резах в большинстве случаев нет. Вторая регулировка - частоты ходов - нужна для подстройки под материал. При работе по древесине в подавляющем большинстве случаев она должна быть максимальна. Лишь иногда ее снижают, когда того требует слишком узкое полотно, склонное к перегреву, или когда это удобно мастеру. При действиях с керамикой или толстым металлом переход к средним и низким скоростям неизбежен. Третья настройка отвечает за амплитуду маятникового хода полотна. Шток самых первых лобзиков совершал строго вертикальные движения, и долгое время это устраивало пользователей. Позже кинематику инструмента доработали, добавив к вертикальным колебаниям продольные, небольшой амплитуды.
Как правило, за «подкачку» отвечает опорный ролик и возвратная пружина. Если механизм включен, полотно будет слегка подаваться вперед при ходе вверх и слегка отходить назад при ходе вниз. Это способствует лучшему удалению опилок из области реза и более продуктивному «вгрызанию» зубьев при рабочем ходе. На первый взгляд подобная модернизация кажется не слишком существенной. Однако
наши опыты показывают, что это утверждение верно лишь для случая самых тонких заготовок (фанера, МДФ, жесть). При пилении толстых производительность изменяется в несколько раз. Стоит ли удивляться тому, что на данный момент моделей без маятникового хода на рынке почти не осталось. Но нет добра без худа. При наклоне полотна вперед оно испытывает дополнительные нагрузки, которые провоцируют боковой изгиб и уход плоскости реза от вертикали. Кроме того, твердые материалы (керамическая плитка, толстый металл) требуют строго вертикального хода пилки. Поэтому режим
«подкачки» всегда отключаем, к тому же в большинстве случаев амплитуда продольных колебаний ступенчато регулируется от нуля до максимума. Последнее свойство часто преподносится как важное достоинство, однако опыт показывает, что обычно хватает двух крайних положений. Реализация регулировки маятникового хода обычно не влияет ни на что, но не в случае импортных инструментов самого нижнего ценового класса. У них встречается дефект, приводящий к самопроизвольному переходу из верхних положений (четвертая и третья ступень) в нижние (третья и
вторая). Проверить инструмент несложно - достаточно включить «подкачку» на
максимум и попилить толстую заготовку с приличным нажимом. Итак, как же настраивать лобзик? Для начала следует убедиться в перпендикулярности подошвы. Бывает, зажим не обеспечивает жесткой фиксации нуля вообще или с достаточной точностью. Далее все зависит от материала и задачи: древесина - максимальная частота ходов, жесть - максимальная или чуть ниже, толстый металл - средняя или низкая, керамика - низкая или минимальная. При необходимости качественного реза массивной (10-20 мм) заготовки или ламинированной плиты, а также при работе с керамикой или толстым металлом устанавливают нулевую амплитуду маятникового хода. Если нужно
выполнить не очень ответственный рез, амплитуду подкачки ставят на максимум -
так дело пойдет быстрее. Впрочем, регулировки помогают лишь отчасти, большое значение имеют нюансы конструкции лобзика и, естественно, навыки мастера. Например, вполне реально повысить качество реза и избежать сколов на лицевой поверхности, если вести лобзик не сверху, а снизу листа. Это не так удобно, но
зато есть возможность контролировать вертикальность пила. К тому же сколы
будут с изнанки. Кстати, именно такому способу работы мы обязаны появлением
грибовидной формы рукоятки: действовать подобным образом «скобовидным» лобзиком
крайне затруднительно. НЮАНСЫ КОНСТРУКЦИИ Наиболее распространены лобзики, устроенные следующим образом: шток внутри редуктора закреплен в направляющих, обеспечивающих некоторую свободу продольных перемещений, и подпружинен
(стремится занять вертикальное положение). Если оттянуть его за нижнюю часть
ствола, он наклонится ПИЛКИ Их правильный выбор порой имеет решающее значение. Различаются они зубьями (формой, шагом и разводкой) и материалом. 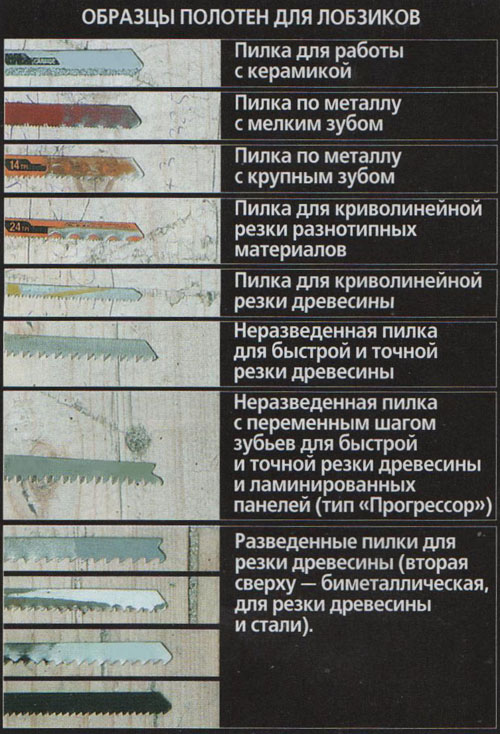
ЗУБЬЯ: в наибольшей степени качество реза зависит от шага зубьев и их разводки. • Для работ, требующих особо чистого пила, без сколов лицевой поверхности, используют полотна с обратным зубом (они «вгрызаются» в заготовку при ходе вниз). •Задачи противоположного характера - грубая, но быстрая распиловка - решают при помощи «расходки» с крупными и широко разведенными «резцами». • Похожие пилки, но без разводки, тоже производительны и будут удобны для толстых заготовок - их меньше уводит от вертикали. • Совместить скорость и качество реза позволяют полотна с переменным шагом зубьев. Сверху, ближе к лицевой поверхности заготовки, шаг мелкий, а книзу он укрупняется. • Когда речь идет о тонких листовых материалах, важно учитывать следующее эмпирическое правило: шаг зубьев должен быть таким, чтобы в зацеплении одновременно находилось не менее трех. Соблюсти его особенно важно в случае металлических заготовок. МАТЕРИАЛ: для большинства работ хорошо подходят однородные полотна, но в особых случаях применяют неоднородные. Самые популярные из таких - биметаллические. Они довольно дорогие,
поскольку сложнее в изготовлении, зато обладают рядом уникальных качеств. Их
зубья, выполненные из твердых марок металла, способны резать не только древесину,
но и сталь, пластики и прочие материалы повышенной прочности. Интересно, что
несущая полоса у биметаллических полотен, напротив, податливее, чем обычно. Это
снижает вероятность сломать пилку (при необходимости ее даже можно сгибать, что
в некоторых ситуациях оказывается весьма кстати). Для работ по керамике, стеклу и другим подобным материалам используют полотна с алмазным напылением и твердосплавными напайками. Такие пилки легко справляются с настенной кафельной плиткой, а вот особо прочные сорта напольной (а также керамогранит) им «не по зубам». вперед. Вилку опорного ролика располагают максимально низко (насколько позволяет геометрия). Ролик придает конструкции дополнительную боковую жесткость за счет канавки, где и находится пилка. В
режиме «подкачки» вилка посредством толкателя приобретает возвратно-поступательное движение и, воздействуя через ролик на полотно, вызывает маятниковые колебания системы полотно-шток. Достоинство такой конструкции - простота (никакие настройки при переходе с одних пилок на другие не нужны). В режиме с «подкачкой» подобные лобзики обеспечивают неплохое качество реза, поскольку
опорный ролик прижимается к полотну наилучшим образом. Недостатков несколько. Прежде всего ролик не гарантирует действительно высокой поперечной жесткости полотну. И вилка, и ролик - подвижные части и потому имеют поперечные люфты (кстати, при покупке инструмента обязательно обратите внимание на их величину). Профиль канавки
фиксирован и не может быть оптимальным для полотен разной толщины и
геометрии. Наконец, круглый ролик подразумевает, что нижняя точка фиксации
пилки находится на некотором удалении от поверхности. Повысить характеристики таких лобзиков - задача решаемая. Основного внимания требуют ролик и вилка. Сначала устраняют все их поперечные люфты, подбирая шайбы и подогнув детали. Дополнительную низкорасположенную точку крепления полотна получают двумя способами. Первый -
лобзик закрепляют на столе, оборудованном направляющей вилкой (осуществимо не
всегда, ведь зачастую нужен не станок, а мобильный инструмент). Второй -
изготавливают и устанавливают противоскольный вкладыш, точно соответствующий
применяемому полотну. Понятно, что он не в состоянии долго сопротивляться
износу - вкладыш довольно быстро теряет способность поддерживать пилку в
поперечном направлении. Другой тип конструкции не имеет столь широкого распространения и на нашем рынке представлен лобзиками Festool (Германия), Rebir (Латвия), «Фиолент» (Украина) и «Диолд» (Россия, г. Смоленск). Их кинематика в целом аналогична вышеописанной, разница лишь в способе поперечной фиксации полотна. Опорный ролик здесь установлен в обычном месте или на штоке и отвечает только за
продольное положение пилки. Боковую жесткость придает стационарно закрепленная
вилка (у Festool и «Диолд» - на корпусе, у остальных - на подошве). Конечно, по всем параметрам лидирует конструкция Festool: вилка оборудована твердосплавными напайками, ее ширина точно регулируется затягиванием или ослаблением всего одного винта, а крепление к корпусу позволяет наклонять подошву, не сбивая регулировок. У «Диолд» вилка образована двумя стальными штифтами, не регулируется и нуждается в смазке. Остальные два инструмента неудобны сложностью точной настройки, которая к тому же сбивается и требуется при каждом наклоне подошвы. Впрочем, любой из этих лобзиков при должной регулировке способен показать высокое качество реза.
Достигнуть подобного на инструментах первой группы реально лишь путем
кропотливой доработки и подготовки к операции. Особняком стоят лобзики немецкой компании Kress - CST 6286 Е и 650 SPS. Особенность их механизма
в том, что две направляющие втулки штока жестко установлены в подвешенной на
оси детали, нижняя часть которой служит вилкой опорного ролика. Таким образом,
шток, полотно и ролик качаются абсолютно синхронно. Пилка при этом испытывает
меньшие, чем обычно, нагрузки в режиме «подкачки» полотна, ведь в остальных
описанных конструкциях колебания на шток (подпружиненный и довольно инертный)
передает именно она. Недостаток механизма в том, что взаимное расположение
замка и ролика фиксировано, и некоторые полотна будут хуже поддерживаться.
Главное же достоинство - прочность и долговечность. Подробно рассказывать о лобзиках без маятникового хода смысла нет - они уходят с рынка. Кроме того, даже самые качественные модели таких инструментов зачастую не могут претендовать на звание «Удачная покупка». Остановимся лишь на одном из различий: в некоторых случаях вилка
опорного ролика крепится к корпусу теми же винтами, что и подошва. Это плохо,
поскольку положение ролика придется настраивать при каждой регулировке плиты. КРЕПЛЕНИЕ ПИЛКИ От особенностей, приведенных выше, зависят ключевые свойства инструмента -
точность и производительность. Теперь поговорим о других, влияющих на
удобство использования. В процессе эксплуатации вам, скорее всего, придется
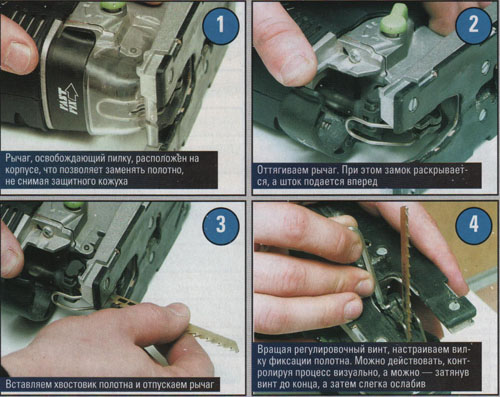
менять полотна. Связано это отнюдь не с их недолговечностью, а с необходимостью выполнять разнотипные операции. Начнем с простого случая - замки, зажимаемые ключом. Самый оптимальный, но, увы, не самый распространенный вариант - один винт сбоку. Из представленных в статье такой у Protool и у «Фиолент» (он несколько отличен от традиционного, но в целом аналогичен). В подобном «патроне» надежно фиксируются полотна почти всех толщин, а в некоторых случаях - и типов, к тому же это просто (винт всего один). 
У большинства недорогих моделей пилку прижимает колодка с прорезью, затягиваемая двумя фронтально расположенными винтами. Совместимость у подобной системы на высоте, а вот с остальным хуже: например, неравномерно зажатый крепеж вызывает перекос. (Парадоксально, но иной раз это
оборачивается достоинством. Скажем, если шток искривился или был кривым «с
рождения», некоторая степень свободы позволяет исправить положение.) Для
таких замков нередки случаи подклинивания, когда полотно не удается извлечь
«легким движением руки». Удары торцом пилки о заготовку, возникающие при
неаккуратном обращении, иногда приводят к тому, что передняя колодка ломается
на две части или срывается резьба винтов. 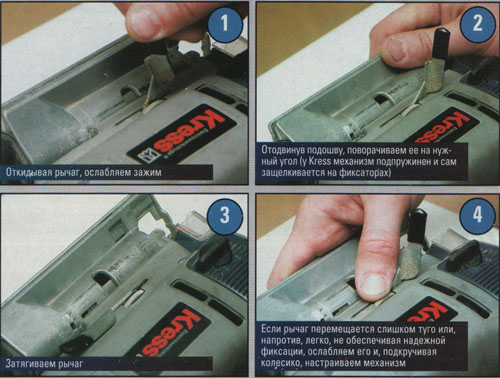

Самые удобные лобзики - с быстрозажимной системой крепления. Схем реализации - огромное разнообразие. От «ключевых патронов» их отличает отсутствие универсальности (подходят пилки с хвостовиком только одной фирмы) и наличие некоторого люфта. В большинстве случаев это несущественно, поскольку дефицита полотен не наблюдается. Что касается люфта, то он обычно
продольный и никак не сказывается на работе лобзика. 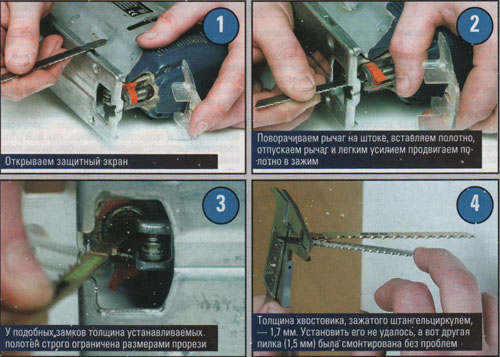
Как правило, быстрозажимные замки подобны тому, что у Kress. Они имеют лишь один недостаток - ограничение по толщине зажимаемых полотен. Тем не менее, если купленная «расходка» не
«влазит», положение легко исправить, «шлифанув» хвостовик пригодным для этого
инструментом. 
Зажимы, аналогичные тем, что у Festool, встречаются гораздо реже. Их достоинство - универсальность
(нет ограничений по толщине хвостовика). С другой стороны, у них ниже жесткость
фиксации (по крайней мере у Festool). 
ПОДОШВА Следующий предмет описания - подошвы и их регулировки.
У недорогих моделей плита обычно отштампована из нетолстого листа, потому она
не слишком жесткая. В процессе пиления, когда велика площадь опоры, этого можно
не заметить. А вот в самом начале резки, когда задействованы только передние
лапки, испытываешь определенные неудобства. Ситуация проиллюстрирована
лобзиком «Фиолент», но мы должны заметить, что это объясняется исключительно
отсутствием у нас «под рукой» другого примера, с действительно «мягкой» подошвой.
Прочность плиты у модели «Фиолент» более чем достаточна - продемонстрированные
отклонения отнюдь не «рекордные», хотя и были вызваны чрезмерными усилиями. Впрочем, по-настоящему хорошее чувство инструмента возникает при работе лобзиком с литой подошвой. Основной материал - алюминий, но это довольно мягкий металл и в чистом виде, конечно же, не используется. Добавляемые присадки (Марганец и Магний) придают сплаву твердость, но одновременно и хрупкость, так что при эксплуатации необходимо проявлять осторожность. Регулировать наклон плиты, как уже говорилось, приходится нечасто. Но это вовсе не означает, что уровень исполнения механизма второстепенен. Если крепление выполнено «абы как», выбранная установка будет сбиваться. У подавляющего числа моделей плита притянута винтами. Двумя или одним
- не принципиально, важно, чтобы в нулевом положении были дополнительные, точно
выполненные фиксаторы. Часто они предусмотрены и для других положений (15, 30
и 45 градусов). У лобзиков профессионального класса плита привинчивается к
металлическому корпусу редуктора, реже к пластиковому кожуху привода. Второй
вариант хуже (кстати, он же характерен для подавляющего большинства бытовых
моделей). 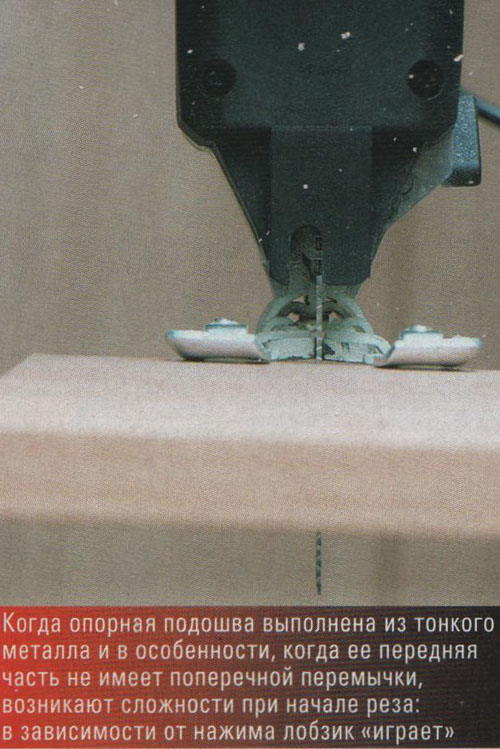
При любом уровне исполнения узла, независимо от
наличия «жестких» фиксаторов, перед ответственными работами необходимо
контролировать положение плиты угольником или транспортиром. В редких случаях угол резки регулируют без ключа.
Например, у Kress зажим ослабляют рычагом сбоку корпуса. Колесико
рядом отвечает за компенсацию износа - им настраивают силу прижима. В иных
случаях рычаг располагают под подошвой. Его вращением компенсируют износ. ЭЛЕКТРОНИКА Еще одна распространенная регулировка - частоты
ходов. Данный параметр устанавливают колесиком, расположенным на корпусе или
рукоятке. У лобзиков отечественного производства встречаются
курки с функцией регулировки скорости хода. Они хороши тем, что позволяют не
только установить верхний предел («крутилкой» на кнопке), но и подбираться к
нему плавно, изменяя степень нажатия. Недостатки таких моделей - ненадежность (кнопки
имеют обыкновение ломаться) и некоторая неточность в работе ограничителя
верхнего предела, особенно при положениях, близких к минимуму. Редкие импортные
лобзики позволяют регулировать максимальную частоту ходов колесиком на корпусе
и плавно достигать ее, нажимая на курок. От вышеперечисленных недостатков они
избавлены. В зависимости от уровня электронной начинки лобзики
по-разному реагируют на изменение нагрузки. У недорогих моделей первые
три-четыре скорости (из шести-восьми возможных) не дают стабильной работы -
частота ходов штока сильно зависит от сопротивления материала. Первое и второе
положения зачастую вообще не функциональны. Инструменты среднего и высокого ценового уровня
намного стабильнее и порой их трудно отличить от моделей с «констаматикой». Под
последней подразумевается электронный регулятор, оборудованный обратной связью
(датчиком, измеряющим обороты двигателя). У топ-моделей иногда встречается система ограничения пускового тока. Она делает
старт плавным, помогая при точных операциях и мешая в некоторых других
случаях (например, когда нужно часто включать инструмент для выполнения грубой
работы).
| 
 HASH(0x34e07d0)
HASH(0x34e07d0)

